Η προσαρμοσμένη εγχύσεων σχηματοποίησης μορφή χάλυβα μερών 50c υλική αποτρέπει τη θέση οδηγών από το τράβηγμα
Περιγραφή προϊόντων:
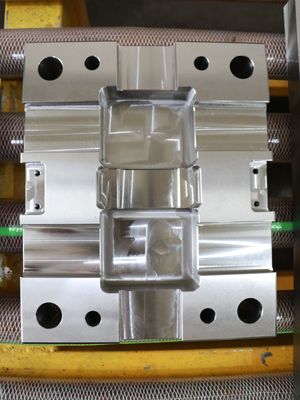
Τα μέρη σχηματοποίησης εγχύσεων είναι ένας τύπος φορμαρισμένων μερών που δημιουργούνται με την έγχυση του λειωμένου υλικού σε μια κοιλότητα φορμών. Το υλικό που χρησιμοποιείται στη σχηματοποίηση εγχύσεων είναι συνήθως ένα θερμοπλαστικό ή thermosetting πλαστικό, το οποίο εγχέεται φόρμα στην υψηλή πίεση και τη θερμοκρασία. Η παραχθείσα μέρη δί εγχύσεως σχηματοποίηση είναι συνήθως υψηλότερης ποιότητας εκείνοι που παράγονται από με άλλες μεθόδους σχηματοποίησης. Η έγχυση φορμάρισε τα μέρη έρχεται σε ποικίλα υλικά, συμπεριλαμβανομένου 50c, ASTM: 1050, JIS: S50c, DIN: CK53, ASTM: P20, ASTM: P20+Ni (DIN: 1.2738), ASTM: 420 (DIN: 1.2083), ASSAB: S136, ASTM: P21 (Ιαπωνία: ), ASTM: H13 (DIN: 1.2344, JIS: SKD61, ASSAB: 8407). Επιπλέον, φορμαρισμένα τα έγχυση μέρη μπορούν να προσαρμοστούν σε μέγεθος, κυμαινόμενος από 20*25cm-50*70cm, και στη μορφή για να ικανοποιήσουν τις συγκεκριμένες ανάγκες εφαρμογής. Η διαδικασία που χρησιμοποιείται για να δημιουργήσει φορμαρισμένα τα έγχυση μέρη είναι CNC κατεργασία (Mazak/Okuma/Mori Seiki/Makino, κ.λπ.), και το λογότυπο μπορεί να προσαρμοστεί για να καλύψει τις απαιτήσεις του πελάτη. Τα μέρη σχηματοποίησης εγχύσεων χρησιμοποιούνται σε ποικίλες βιομηχανίες και εφαρμογές, και είναι γνωστά για την ανώτερη ποιότητα και την αξιοπιστία τους.
Χαρακτηριστικά γνωρίσματα:
- Όνομα προϊόντων: Μέρη σχηματοποίησης εγχύσεων
- Αναφορά:
- Είναι η αναφορά από DXM μια φόρος-συμπεριλαμβάνουσα τιμή;● Ναι, η αναφορά DXM περιλαμβάνει το φόρο προστιθέμενης αξίας 13%.
- Η αναφορά DXM περιλαμβάνει το φορτίο;● Η αναφορά προϊόντων δεν περιλαμβάνει το φορτίο, και το φορτίο θα υπολογιστεί χωριστά προτού να επιβεβαιωθεί η διαταγή.
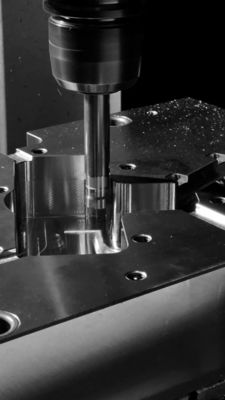
- Επεξεργασία: CNC κατεργασία (Mazak/Okuma/Mori Seiki/Makino, κ.λπ.)
- Επιλογή προϊόντων:
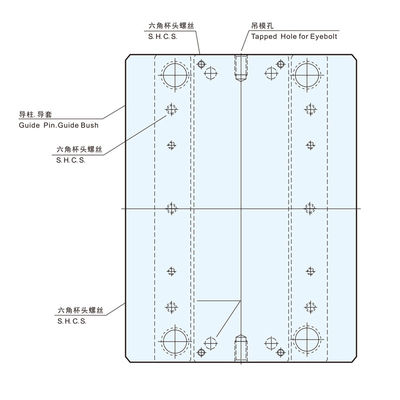
- Εκτός από την τυποποιημένη βάση φορμών, μπορούν άλλα προγράμματα επεξεργασίας να γίνουν για τα προϊόντα πλαισίων φορμών;● Τα ακόλουθα πρόσθετα προγράμματα επεξεργασίας μπορούν να γίνουν για τα προϊόντα βάσεων φορμών: Ο τύπος χάλυβα αλλαγής πιάτων αβ και πιάτων ώθησης, τραχιά (λεπτή) επεξεργασία πλαισίων, να κάνει λοξοτομή πλαισίων ακρίβειας, στρογγυλό πλαίσιο, πίσω βελόνα μέσω του πιάτου ώθησης, καρφίτσα ορίου, καθοδηγεί τη μετα αντιστροφή, τυποποιημένη βελόνα. Άκρη πιάτων (EGP), τυποποιημένο κοίλωμα φορμών κώδικα, λεπτό κοίλωμα φορμών κώδικα επιφάνειας εργασίας, τοπ τρύπα ραβδιών, δευτερεύουσα κλειδαριά (SIDELOCK), τοπ κλειδαριά (TOPLOCK), πλάγιος βοηθός θέσης οδηγών (TAPERBLOCK), ακροφύσιο αναρρόφησης. Τρύπα, σίδηρος κύβων κώδικα (ενότητα κλειδώματος). ● Εάν τα ανωτέρω προγράμματα επεξεργασίας δεν μπορούν να ικανοποιήσουν τις ανάγκες σας, παρακαλώ μας ελάτε σε επαφή με άμεσα.
- Πρότυπα:
- Το ακόνισμα του αληθινού στρογγυλού μανικιού οδηγών μπορεί αποτελεσματικά να αυξήσει τον αριθμό ανοίγματος και κλεισίματος των φορμών από 20%, να αποτρέψει τη θέση οδηγών από το τράβηγμα και να βελτιώσει τη ζωή υπηρεσιών της φόρμας.
- Προσαρμοσμένο υλικό 50c, σκληρότητα HB=160-180. Υψηλότερη σκληρότητα, χαμηλότερο ποσοστό παραμόρφωσης, καλύτερο τέρμα και καλύτερη αντίσταση σκουριάς από το συνηθισμένο χάλυβα (σκληρότητα 140-170).
- Ολόκληρο το σύνολο CNC χρήσης δοντιών βιδών διαδικασίας δοντιών εξώθησης, ομαλά δόντια βιδών, εύκολα να αποσυνθέσουν και να συγκεντρώσουν.
- Το κεφάλι βιδών υποβάλλεται σε επεξεργασία με CNC τη βύθιση, το κατώτατο σημείο της τρύπας είναι επίπεδο, και η απόδοση κλειδώματος είναι καλύτερη.
- Η τετραγωνική τρύπα βιδών σιδήρου υποβάλλεται σε επεξεργασία από CNC, με το καλό κατακόρυφο.
- Η ανοχή πάχους πιάτων είναι +0-0.1mm. Προετοιμάστε τα προ-εξατομικεύσιμα εξαρτήματα για να κοντύνετε το χρόνο παραγωγής φορμών.
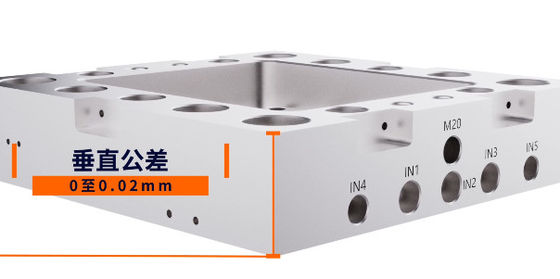
- Εισαγόμενος εξοπλισμός: MAZAK, OKUMA, MORI SEIKI, MAKINO, με την ακριβή επαναλαμβανόμενη ανοχή προσδιορισμού θέσης και τρυπών και πλαισίων ακρίβειας 0.01mm και το αγαθό τελειώνουν.
- Η χρησιμοποίηση του υψηλού σημείου εισήγαγε τα τέμνοντα εργαλεία (ελβετικό Sandvik και ιαπωνικός ΜΕΓΑΛΟΣ) για να βελτιώσει την ευθύτητα και την ακρίβεια των τρυπών και των πλαισίων και της ακρίβειας και του τέρματος της ολόκληρης επεξεργασίας της βάσης φορμών.
- Χρώμα: Χάλυβας
Τεχνικές παράμετροι:
| Παράμετρος |
Περιγραφή |
| Λογότυπο |
Προσαρμοσμένος |
| Επεξεργασία επιφάνειας |
Άλεση ακρίβειας, λείανση ακρίβειας |
| Πρότυπα |
Το ακόνισμα του αληθινού στρογγυλού μανικιού οδηγών μπορεί αποτελεσματικά να αυξήσει τον αριθμό ανοίγματος και κλεισίματος των φορμών από 20%, να αποτρέψει τη θέση οδηγών από το τράβηγμα και να βελτιώσει τη ζωή υπηρεσιών της φόρμας. Προσαρμοσμένο υλικό 50c, σκληρότητα HB=160-180. Υψηλότερη σκληρότητα, χαμηλότερο ποσοστό παραμόρφωσης, καλύτερο τέρμα και καλύτερη αντίσταση σκουριάς από το συνηθισμένο χάλυβα (σκληρότητα 140-170). Ολόκληρο το σύνολο CNC χρήσης δοντιών βιδών δοντιών εξώθησης επεξεργάζεται, ομαλά δόντια βιδών, εύκολα να αποσυνθέσουν και να συγκεντρώσουν. Το κεφάλι βιδών υποβάλλεται σε επεξεργασία με CNC τη βύθιση, το κατώτατο σημείο της τρύπας είναι επίπεδο, και η απόδοση κλειδώματος είναι καλύτερη. Η τετραγωνική τρύπα βιδών σιδήρου υποβάλλεται σε επεξεργασία από CNC, με το καλό κατακόρυφο. Η ανοχή πάχους πιάτων είναι +0-0.1mm. Προετοιμάστε τα προ-εξατομικεύσιμα εξαρτήματα για να κοντύνετε το χρόνο παραγωγής φορμών. Εισαγόμενος εξοπλισμός: MAZAK, OKUMA, MORI SEIKI, MAKINO, με την ακριβή επαναλαμβανόμενη ανοχή προσδιορισμού θέσης και τρυπών και πλαισίων ακρίβειας 0.01mm και το αγαθό τελειώνουν. Η χρησιμοποίηση του υψηλού σημείου εισήγαγε τα τέμνοντα εργαλεία (ελβετικό Sandvik και ιαπωνικός ΜΕΓΑΛΟΣ) για να βελτιώσει την ευθύτητα και την ακρίβεια των τρυπών και των πλαισίων και της ακρίβειας και του τέρματος της ολόκληρης επεξεργασίας της βάσης φορμών. |
| Αναφορά |
Είναι η αναφορά από DXM μια φόρος-συμπεριλαμβάνουσα τιμή;● Ναι, η αναφορά DXM περιλαμβάνει το φόρο προστιθέμενης αξίας 13%. Η αναφορά DXM περιλαμβάνει το φορτίο; ● Η αναφορά προϊόντων δεν περιλαμβάνει το φορτίο, και το φορτίο θα υπολογιστεί χωριστά προτού να επιβεβαιωθεί η διαταγή. |
| Παράδοση |
Μεταβλητή προσαρμοσμένη βάση φορμών: Σειρά 15*15cm-80*130cm Κανονικός χρόνος παραγωγής 5-12 ημέρες |
| Χρώμα |
Χάλυβας |
| Εφαρμογή |
Καθημερινές ανάγκες, παιχνίδια, καλλυντικά, ηλεκτρικές συσκευές, ιατρικός εξοπλισμός, κ.λπ. |
| Υλικό |
50c, ASTM: 1050, JIS: S50c, DIN: CK53, ASTM: P20, ASTM: P20+Ni (DIN: 1.2738), ASTM: 420 (DIN: 1.2083), ASSAB: S136, ASTM: P21 (Ιαπωνία: ), ASTM: H13 (DIN: 1.2344, JIS: SKD61, ASSAB: 8407) |
| Επεξεργασία |
CNC κατεργασία (Mazak/Okuma/Mori Seiki/Makino, κ.λπ.) |
| Μορφή |
Προσαρμοσμένος |
Εφαρμογές:
Φορμαρισμένα έγχυση μέρη: Εφαρμογές και σενάρια
Τα φορμαρισμένα έγχυση μέρη που παράγονται από DXM μπορούν να χρησιμοποιηθούν σε ένα ευρύ φάσμα των εφαρμογών και των σεναρίων λόγω της ανώτερης ποιότητας, της ακρίβειας, και της διάρκειάς τους. Τα μέρη παράγονται χρησιμοποιώντας την άλεση ακρίβειας και αλέθοντας τις τεχνικές, και μπορούν να προσαρμοστούν για να ικανοποιήσουν τις συγκεκριμένες ανάγκες. Τα μέρη είναι διαθέσιμα στα μεγέθη που κυμαίνονται από 20*25cm-50*70cm, και μπορούν να διαταχτούν σε ελάχιστη ποσότητα μια. Ο χρόνος παράδοσης για τη μεταβλητή προσαρμοσμένη βάση φορμών, που κυμαίνεται από 15*15cm-80*130cm είναι χαρακτηριστικά 5-12 ημέρες. DXM παρέχει ποικίλες μεθόδους πληρωμής, και μπορεί επίσης να παρέχει τα τιμολόγια Φ.Π.Α. Τα μέρη συσκευάζονται στα υποκαπνισμός-ελεύθερα ξύλινα κιβώτια και μεταφέρονται στους οριζόμενους λιμένες από τη μεταφορά θάλασσας χρησιμοποιώντας τα εμπορευματοκιβώτια. Η επιχείρηση πιστοποιείται με ISO9001: το 2015, και έχει μια ετήσια ικανότητα ανεφοδιασμού 290000 συνόλων.
Εκτός από την τυποποιημένη βάση φορμών, DXM μπορεί επίσης να παρέχει τα πρόσθετα προγράμματα επεξεργασίας για τα προϊόντα βάσεων φορμών. Αυτοί περιλαμβάνουν το πιάτο αβ και ο τύπος χάλυβα αλλαγής πιάτων ώθησης, τραχιά (λεπτή) επεξεργασία πλαισίων, να κάνει λοξοτομή πλαισίων ακρίβειας, στρογγυλό πλαίσιο, πίσω βελόνα μέσω του πιάτου ώθησης, καρφίτσα ορίου, καθοδηγεί τη μετα αντιστροφή, την τυποποιημένη άκρη πιάτων βελόνων (EGP), το τυποποιημένο κοίλωμα φορμών κώδικα, το λεπτό κοίλωμα φορμών κώδικα επιφάνειας εργασίας, τη τοπ τρύπα ραβδιών, τη δευτερεύουσα κλειδαριά (SIDELOCK), τη τοπ κλειδαριά (TOPLOCK), τον πλάγιο βοηθό θέσης οδηγών (TAPERBLOCK), την τρύπα ακροφυσίων αναρρόφησης, και το σίδηρο κύβων κώδικα (ενότητα κλειδώματος).
Φορμαρισμένα τα έγχυση μέρη που παράγονται από DXM είναι κατάλληλα για ποικίλες βιομηχανικές και εμπορικές εφαρμογές. Αυτά τα μέρη μπορούν να χρησιμοποιηθούν για τα αυτοκίνητα συστατικά, ηλεκτρικές συσκευές, ιατρικές συσκευές, καταναλωτικά προϊόντα, και περισσότερο. Μπορούν επίσης να χρησιμοποιηθούν για ποικίλες διαδικασίες παραγωγής, όπως η σχηματοποίηση εγχύσεων, η σχηματοποίηση χτυπήματος, η σχηματοποίηση εξώθησης, και η σχηματοποίηση συμπίεσης. Επιπλέον, αυτά τα μέρη είναι επίσης κατάλληλα για την τρισδιάστατη εκτύπωση, CNC επεξεργαμένος στη μηχανή, και άλλες γρήγορες διαδικασίες διαμόρφωσης πρωτοτύπου.
Προσαρμογή:
Μέρη σχηματοποίησης εγχύσεων
- Εμπορικό σήμα: DXM
- Πρότυπος αριθμός: Προσαρμοσμένη λεπτή βάση φορμών στοματικών συστημάτων νερού
- Θέση προέλευσης: Guangdong, Κίνα
- Πιστοποίηση: ISO9001: 2015
- Ελάχιστη ποσότητα διαταγής: 1
- Τιμή: Η αναφορά σύμφωνα με τα σχέδια και τις απαιτήσεις επεξεργασίας εσείς παρείχε
- Λεπτομέρειες συσκευασίας: Όλα τα εξαγόμενα προϊόντα συσκευάζονται στα υποκαπνισμός-ελεύθερα ξύλινα κιβώτια και μεταφέρονται στους οριζόμενους λιμένες από τη μεταφορά θάλασσας χρησιμοποιώντας τα εμπορευματοκιβώτια.
- Χρόνος παράδοσης: Μεταβλητή προσαρμοσμένη βάση φορμών: Σειρά 15*15cm-80*130cm κανονικός χρόνος παραγωγής 5-12 ημέρες
- Όροι πληρωμής: Παρέχουμε μια πολύ διαφορετική σειρά των μεθόδων πληρωμής. Παρακαλώ εξηγήστε τις ανάγκες σας στο προσωπικό πωλήσεών μας. Μπορεί DXM να παρέχει τα τιμολόγια Φ.Π.Α; Όλες οι διαταγές μπορούν να τιμολογηθούν με τα ειδικά τιμολόγια Φ.Π.Α.
- Δυνατότητα ανεφοδιασμού: 290000 σύνολα/έτος
- Εφαρμογή: Καθημερινές ανάγκες, παιχνίδια, καλλυντικά, ηλεκτρικές συσκευές, ιατρικός εξοπλισμός, κ.λπ.
- Επεξεργασία: CNC κατεργασία (Mazak/Okuma/Mori Seiki/Makino, κ.λπ.)
- Μέγεθος: 15*15cm*80*130cm
- Πρότυπα:
- Το ακόνισμα του αληθινού στρογγυλού μανικιού οδηγών μπορεί αποτελεσματικά να αυξήσει τον αριθμό ανοίγματος και κλεισίματος των φορμών από 20%, να αποτρέψει τη θέση οδηγών από το τράβηγμα και να βελτιώσει τη ζωή υπηρεσιών της φόρμας.
- Προσαρμοσμένο υλικό 50c, σκληρότητα HB=160-180. Υψηλότερη σκληρότητα, χαμηλότερο ποσοστό παραμόρφωσης, καλύτερο τέρμα και καλύτερη αντίσταση σκουριάς από το συνηθισμένο χάλυβα (σκληρότητα 140-170).
- Ολόκληρο το σύνολο CNC χρήσης δοντιών βιδών διαδικασίας δοντιών εξώθησης, ομαλά δόντια βιδών, εύκολα να αποσυνθέσουν και να συγκεντρώσουν.
- Το κεφάλι βιδών υποβάλλεται σε επεξεργασία με CNC τη βύθιση, το κατώτατο σημείο της τρύπας είναι επίπεδο, και η απόδοση κλειδώματος είναι καλύτερη.
- Η τετραγωνική τρύπα βιδών σιδήρου υποβάλλεται σε επεξεργασία από CNC, με το καλό κατακόρυφο.
- Η ανοχή πάχους πιάτων είναι +0-0.1mm. Προετοιμάστε τα προ-εξατομικεύσιμα εξαρτήματα για να κοντύνετε το χρόνο παραγωγής φορμών.
- Εισαγόμενος εξοπλισμός: MAZAK, OKUMA, MORI SEIKI, MAKINO, με την ακριβή επαναλαμβανόμενη ανοχή προσδιορισμού θέσης και τρυπών και πλαισίων ακρίβειας 0.01mm και το αγαθό τελειώνουν.
- Η χρησιμοποίηση του υψηλού σημείου εισήγαγε τα τέμνοντα εργαλεία (ελβετικό Sandvik και ιαπωνικός ΜΕΓΑΛΟΣ) για να βελτιώσει την ευθύτητα και την ακρίβεια των τρυπών και των πλαισίων και της ακρίβειας και του τέρματος της ολόκληρης επεξεργασίας της βάσης φορμών.
- Παράδοση: Μεταβλητή προσαρμοσμένη βάση φορμών: Σειρά 15*15cm-80*130cm Κανονικός χρόνος παραγωγής 5-12 ημέρες
Υποστήριξη και υπηρεσίες:
Τεχνική υποστήριξη και υπηρεσία μερών σχηματοποίησης εγχύσεων
Παρέχουμε την περιεκτικές τεχνική υποστήριξη και τις υπηρεσίες για τα μέρη σχηματοποίησης εγχύσεων, συμπεριλαμβανομένου του σχεδίου προϊόντων, του σχεδίου φορμών, της κατασκευής φορμών, και της σχηματοποίησης εγχύσεων.
Σχέδιο προϊόντων
Η ομάδα πεπειραμένων μηχανικών μας παρέχει τις υπηρεσίες σχεδίου για να δημιουργήσει τα αποδοτικότερα και οικονομικώς αποδοτικά μέρη. Παρέχουμε τις υπηρεσίες σχεδίου προϊόντων και βελτιστοποίησης για τα μέρη σχηματοποίησης εγχύσεων, συμπεριλαμβανομένης της υλικής επιλογής, της βελτιστοποίησης δομών, της ανάλυσης ανοχής, και της ανάλυσης ροής φορμών.
Σχέδιο φορμών
Οι μηχανικοί μας είναι πεπειραμένοι στο σχεδιασμό των φορμών για τα μέρη σχηματοποίησης εγχύσεων. Παρέχουμε τις υπηρεσίες για το τρισδιάστατο σχέδιο φορμών, το 2$α σχέδιο φορμών, την ανάλυση ροής φορμών, τη βελτιστοποίηση φορμών, και την επικύρωση φορμών.
Κατασκευή φορμών
Παρέχουμε τις με το κλειδί στο χέρι υπηρεσίες για τη φόρμα που κατασκευάζουν, συμπεριλαμβανομένης της επεξεργασίας φορμών, τη συνέλευση φορμών, τη δοκιμή φορμών, και την επικύρωση φορμών. Οι φόρμες μας σχεδιάζονται και κατασκευάζονται χρησιμοποιώντας τα πιό πρόσφατα CNC μηχανήματα και CAD/CAM το λογισμικό.
Σχηματοποίηση εγχύσεων
Η δυνατότητα σχηματοποίησης εγχύσεων κατάστασης προόδου μας είναι σε θέση τα υψηλής ποιότητας μέρη με τις σφιχτές ανοχές. Παρέχουμε τις υπηρεσίες για τη σχηματοποίηση εγχύσεων, συμπεριλαμβανομένης της δειγματοληψίας, της σχηματοποίησης, της συνέλευσης, και της λήξης.
Συσκευασία και ναυτιλία:
Συσκευασία και ναυτιλία για τα μέρη σχηματοποίησης εγχύσεων
Τα μέρη σχηματοποίησης εγχύσεων συσκευάζονται χαρακτηριστικά στις πλαστικές τσάντες και τοποθετούνται έπειτα στα ζαρωμένα πεδία. Τα κιβώτια ονομάζονται με τον αριθμό μερών, την ποσότητα, και άλλη σχετική πληροφορία. Τα κιβώτια σφραγίζονται έπειτα με είτε την ταινία είτε τις βάσεις.
Για τη ναυτιλία, φορμαρισμένα τα έγχυση μέρη στέλνονται χαρακτηριστικά στις παλέτες. Η παλέτα καλύπτεται με ένα συρρικνώνομαι-περικάλυμμα και τα μέρη δένονται κάτω για την προστιθέμενη ασφάλεια. Η παλέτα φορτώνεται έπειτα επάνω σε ένα φορτηγό ή ένα φορτηγό τρένο για τη μεταφορά.
FAQ:
Q&A των μερών Q1 σχηματοποίησης
εγχύσεων: Τι είναι το εμπορικό σήμα αυτής της σχηματοποίησης εγχύσεων μέρη;
Α1: Το εμπορικό σήμα των μερών αυτής της σχηματοποίησης εγχύσεων είναι DXM. Q2: Ποιος είναι ο πρότυπος αριθμός αυτού του προϊόντος;
A2: Ο πρότυπος αριθμός αυτού του προϊόντος είναι προσαρμοσμένη λεπτή βάση φορμών στοματικών συστημάτων νερού. Q3: Πού είναι αυτό το προϊόν από;
A3: Αυτό το προϊόν είναι από Guangdong, Κίνα. Q4: Ποια είναι η ελάχιστη ποσότητα διαταγής;
A4: Η ελάχιστη ποσότητα διαταγής είναι 1. Q5: Πόσο καιρό είναι η παράδοση χρόνος;
A5: Ο χρόνος παράδοσης για τη μεταβλητή προσαρμοσμένη βάση φορμών είναι 5-12 ημέρες. 
 Το μήνυμά σας πρέπει να αποτελείται από 20-3.000 χαρακτήρες!
Το μήνυμά σας πρέπει να αποτελείται από 20-3.000 χαρακτήρες!